-
Metallborr
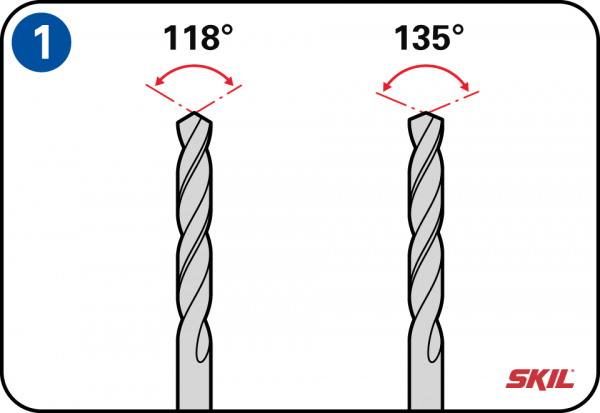
Metallborr kännetecknas av sin skarpa spets som behövs för att borret lätt ska kunna skära igenom metallen. Metallborr har samma diameter längs hela sin längd och de har en spets som slipats i en vinkel på 118°. Dessa borr kallas även snabbstålsborr eller HSS-borr (High Speed Steel). HSS-metallborr med kobolt finns för att borra i hårda metaller som rostfritt stål och för att centrera väl när man börjar borra har de en något flackare vinkel på 135°. Dessa borr tillverkas av HSS-stål med 5 % kobolt och bör under borrning kylas med en särskild borrolja.
-
Spånbildning vid borrning
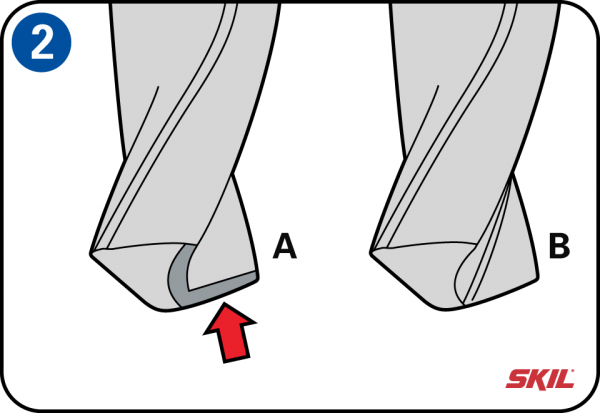
Vid borrning i metall bildas spiraler eller borrspån (med mjuka metaller som mässing) eller skavspån (med hårda metaller som järn och stål). Det finns särskilda borrar för dessa två typer av metall. Den skärande eggen på borr för mjuka metaller är flack (A). Det gör att dessa borr inte "biter" in lika lätt i metallen, vilket innebär att de även kan användas för mjuka material som plast och nylon. Den skärande eggen på borr för hårda metaller är skarp (B).
-
Borra stora hål
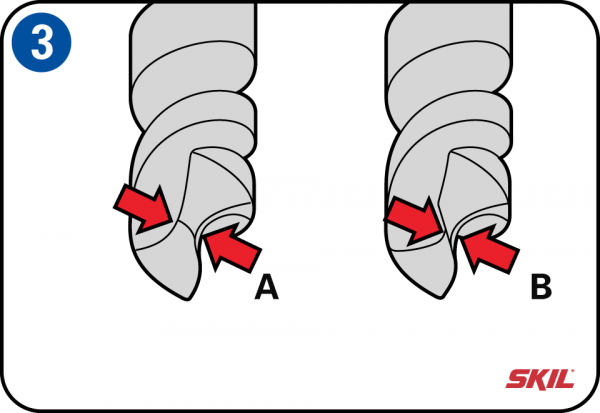
Om man ska borra stora hål i metall är det bäst att först förborra med ett borr med mindre diameter. Det gör att det större borret skär med bättre verkan och inte glider i väg lika lätt. Vid behov kan man förborra i flera steg med allt större diameter.
Vid förborrning bör det mindre borrets diameter (B) vara minst lika stor som kärnan på det större borret (A). Ett borrs kärna är det kortaste avståndet mellan de två skärande eggarna. -
Varvtal vid borrning
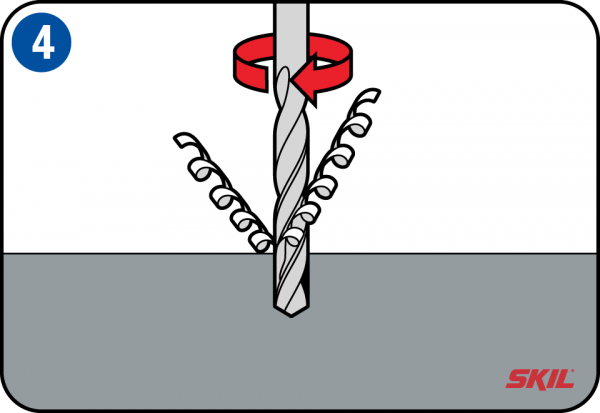
Ett vanligt misstag vid borrning är att använda för högt varvtal. Ju hårdare det material man ska borra i är, desto lägre varvtal ska man använda vid borrningen. Om man t.ex. ska borra ett 8 mm hål i mässing bör man ställa in borrmaskinen på ett varvtal på 2 500 v/min. Men för rostfritt stål, som är mycket hårdare, är rätt varvtal vid borrning 800 v/min. Ett gott tecken på att man använder rätt varvtal är att man får långa fina spån.
-
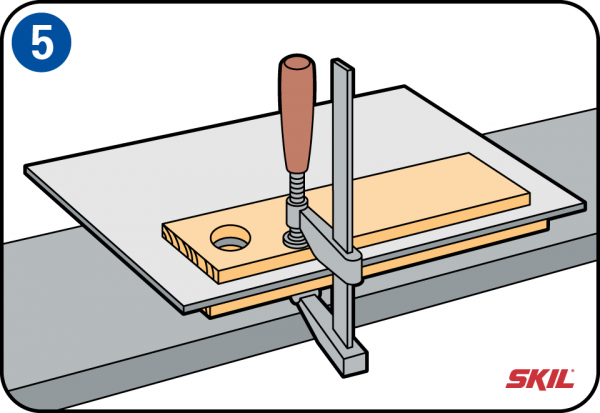
Borra i tunn metallplåt
Håll aldrig i plåten med bara händerna om du ska borra i tunn metallplåt. När borret skär igenom metallen och kommer ut på andra sidan finns det en risk att metallplåten plötsligt låser fast vid borret och rycks loss ur handen. Det är bättre att klämma fast metallplåten ordentligt mellan två träbitar. Då är risken mindre att den rycks loss och orsakar skada. Det gör också att det blir mindre grader och det blir lättare att putsa arbetsstycket.
-
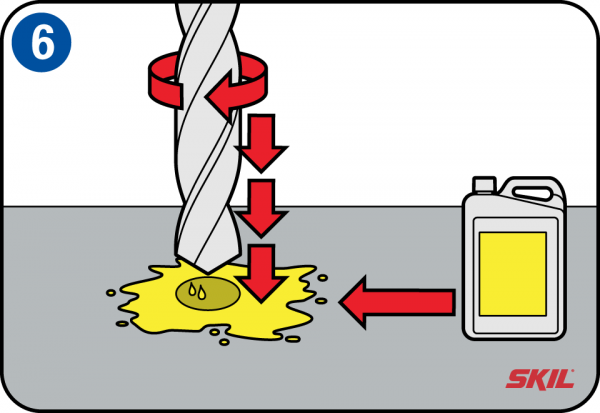
Olja borret
När man borrar i järn eller stål är det bäst att använda så lite kraft som möjligt. Låt borret göra jobbet! För att smörja och kyla borret kan man använda borrolja. Låt inte borret gå igenom för fort när det nästan har gått igenom metallen. Då blir det mindre grader när borret slutligen tränger igenom metallen.
-
Borra i metallrör
Se till att arbetsstycket är ordentligt fastklämt om du ska borra i ett metallrör. Det bästa är att använda ett borrstativ och ett skruvstäd. Genom att sätta i en träbit med samma storlek och form som röret i detta kan man undvika att röret deformeras av kraften från borret. Än en gång: låt borret göra jobbet och använd inte för mycket kraft.